ALIN KAYNAK MAKİNALARI Satış ve Kaynak Uygulama
ALIN KAYNAK MAKİNALARI Satış ve Kaynak Uygulama
her marka ve çaptaki alın kaynak makinalarınızın bakım onarım ve servis hizmetleri Ankara’da firmamızda yapılmaktadır.
TELEFON:+90 312 382 37 00 : +90 532 283 01 62
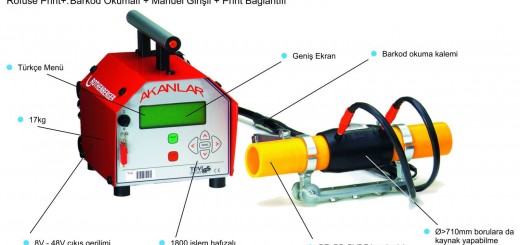
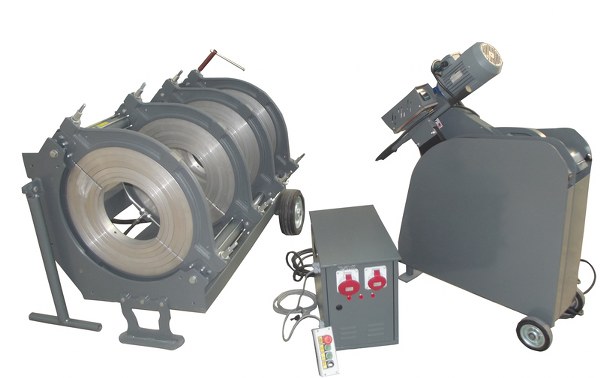
AKN 160 40-160 mm arası yarı hidrolik alın kaynak makinası
AKN 250 75-250 mm arası tam hidrolik alın kaynak makinası:

AKN 315 90-315 mm tam hidrolik alın kaynak makinası:

AKN 500 180-500 mm tam hidrolik alın kaynak makinası:

AKN 630 315-630 mm tam hidrolik alın kaynak makinası:
plastik boru kaynak ,
boru kaynak teknikleri
2.el plastik boru kaynak makinaları
ikinci el plastik boru kaynak makinası
TELEFON:+90 312 382 37 00









EN EKONOMİK KAYNAK YÖNTEMİ:
ALIN KAYNAK
ALIN KAYNAK UYGULAMALARI: Polietilen (PE), PP ve PVDF boru ve ek parçalarının yani fittingslerinin kaynatılmasında kullanılan en ekonomik ve sağlam olan kaynak yöntemlerinden birincisidir. Boru kaç atmosfer basınç dayanımında olursa olsun kendi malzemesini sadece ısıtarak birbirine kaynatılan kaynak çeşididir. Bu kaynak yöntemi çok ekonomiktir çünkü; manşon, kaynak çubuğu vs. hiçbir şey gerektirmez. Alın kaynak makinasını bir kez alırsınız ve bu makinayla boruları borulara, boruları ek parça fitingslere ve fitingsleri fitingslere ısı verme yöntemiyle birleştirebilirsiniz.
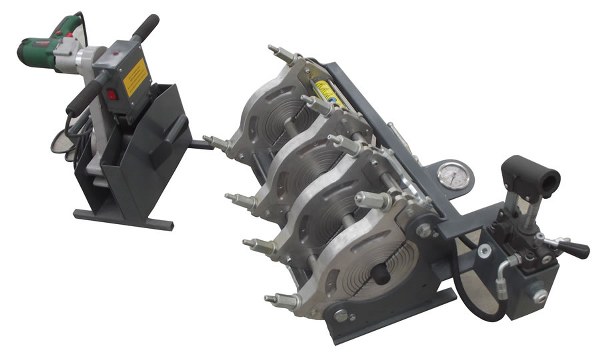
Öncelikle kaynak yapılacak borular makinanın sehpa diye tabir edilen kısmına alın alına gelecek şekilde bağlanır ve ayarları yapılır,
araya boruların uç noktalarındaki eğrilikleri düzeltecek olan traş ünitesi yerleştirilir ve tüm yüzeyler düzgün olacak şekilde traşlama yapılır,
traş aleti aradan alınır ve boruların alın alına tam denk gelmesi kontrol edildikten sonra toz yağ kir leke kalmayacak şekilde kaynak yapılacak alınlar temizlenir
araya ısıtıcı konulur basınçlı ısıtma, serbest ısıtma işlemleri yapıldıktan sonra ısıtıcı alınarak
basınçlı birleştirme işlemi yapılarak alın kaynak tamamlanır ve gerekli olan soğuma süresi beklenir böylece alın kaynak işlemi yapılmış olur.
Alın Kaynak yönteminde her kaynak yerinde hiçbir ek manşon veya başkaca bir malzeme kullanmaya gerek kalmadığından kilometrelerce uzunlukta boru hatlarını en ekonomik şekilde yapabilme imkanına sahip olursunuz.
Alın Kaynak ve Elektrofüzyon Kaynak arasındaki fark nedir?
Alın Kaynak ile Elektrofüzyon kaynak yöntemi arasındaki en önemli fark ise Elektrofüzyon kaynak yönteminde her ek yerinde elektrofüzyon manşon veya elektrofüzyonlu ek parçalar kullanmak zorunda olduğunuzdan her ek yerinde ekstra maliyetle karşı karşıya kalırsınız.
Fakat sahada öyle farklı durumlar karşınıza gelir ki alın kaynak makinasının kaynak yerine sığmayacayağı, makinanın bağlanmasının, kaldırılmasının kanala indirilmesinin mümkün olamayacağı veya bağlansa bile kaynak yapıldıktan sonra borunun altından çıkarılamayacağı zor durumlarda alın kaynak yerine elektro füzyon kaynak yöntemi tercih edilir. Çünkü elektro füzyon kaynak makinasının sadece kablolarının ef manşona bağlantısı ile elektrik akımı verildiğinden dar ve zor alanlarda kaynak işlemi daha kolay yapılabilmektedir.
Akanlar Boru olarak her hangi bir işe kaynak uygulamasına gidilirken her iki makinadan da götürülür, işin daha ekonomik olarak yapılması için alın kaynağın mümkün olduğu yerler alın kaynak makinasıyla ef manşon vs kullanmadan kendi malzemesiyle ısıtılıp kaynatılır, fakat alın kaynak makinasının kullanımına imkan olmayan yerlerde ise bu kez elektrofüzyon kaynak makinası kullanılarak işin daha hızlı şekilde tamamlanması sağlanır.
Alın kaynak mı? Elektrofüzyon kaynak mı?
En çok karşılaştığımız sorulardan biri ‘Alın Kaynak mı daha iyi elektrofüzyon kaynak mı daha iyidir, sağlamdır?’ tekniğine uygun olarak yapıldığında her iki kaynakta gayet sağlam olur aradaki fark ise yukarıda anlatmaya çalıştığımız şantiyedeki kaynak yapılacak noktaya göre değişebilmektedir.
Alın Kaynakta nelere dikkat edilmelidir?
Alın kaynakta boruların alın alına gelmesini iyi ayarlamak
Boru alın traşlama işlemini gerektiği şekilde yapmak
Kaynak yapılacak yüzeyleri uygun madde ile en güzel şekilde temizlemek
Isıtıcı ile borunun basınçlı ve serbest ısıtma işlemlerini tekniğine uygun şartlarda ve sürede yapmak
Tekniğine uygun basınçta ve sürede birleştirme işlemini yapmak
Ve gereken soğutma süresine riayet edildiği sürece alın kaynak yöntemi elle ve gözle rahatlıkla kontrol edilen basınçlı borularda tercih edilen gerçekten sağlam ve ekonomik bir kaynak yöntemidir.
TELEFON:+90 312 382 37 00 GSM: +90 532 283 01 62
THE MOST ECONOMIC RESOURCE METHOD: BUTT WELDING
BUTT WELDING APPLICATIONS: Polyethylene (PE), PP and PVDF are the most economical and robust welding methods used for welding of fittings and fittings. Pipe is the kind of welding which is welded together by heating only its own material, no matter how many atmospheric compressive strength. This welding method is very economical because; sleeve, welding rod, etc. does not require anything. Once you get the forehead welding machine, you can combine the pipes with the pipes, the pipes, the fittings, and the fitings with heat dissipation.
Firstly, the pipes to be welded are connected to the side of the machine called the table and the settings are made.
the shaving unit which will correct the curvatures at the end points of the pipes is placed and all surfaces are smoothly shaved.
the shaving tool is removed and the forehead to be welded is cleaned so that the dust is free from dirt,
When the heater is placed in the heater together, the heating
By means of a pressure bonding process, the forehead welding is completed and the required cooling time is expected so that the welding process is done.
In the welding process, you do not need to use any additional cuffs or other materials in each welding place, so you have the opportunity to make the most economical way to make pipelines of many kilometers.
What is the difference between Butt Welding and Electrofusion Welding?
The most important difference between the Butt Weld and Electrofusion welding method is that you have to use additional parts of electrofusion cuffs or electrofusion fittings in each additional part in the electrofusion welding process.
However, in the field, you will encounter different situations such that the welding machine is not able to fit in place of the welding machine; Because the electro-fusion welding machine is given electrical current with the connection of the cables to the ef sleeve, welding process can be made more easily in narrow and difficult areas.
Akanlar Piping is taken from both machines as they are applied to any kind of welding application, where it is possible to get the job done more economically. The work is completed more quickly by using the electrofusion welding machine.
Butt-welding? or Electrofusion welding?
One of the most common questions we encounter is kaynak Butt Weld is better or better source of electrofusion? Olur and it is very good in both sources.
What should be paid attention to?
Good adjustment of the forehead of the pipes
Pipe trimming operation as required
To clean the surfaces to be welded with the appropriate substance in the best way
To make pressurized and free heating operation of heater with heater and conditions
To combine the technique with appropriate pressure and time
And as long as the required cooling time is adhered to, the bushing welding method is a truly robust and economical welding method preferred in the manually and visually controlled pressure pipes.
GSM: +90 532 283 01 62
Mail: [email protected]